What is IOT PLC-S7?
IOT PLC-S7 is a concept that combines the Internet of Things (IOT) technology with Siemens S7 series programmable logic controller (PLC) technology.
In order to explain IOT PLC-S7 in detail, we need to explain the basic concepts of PLC, the characteristics of S7 series PLC, IoT technology, and how they are combined with applications. The IOT cloud platform will try to provide a comprehensive and in-depth introduction.
IOT projects
Basic concepts of PLC
PLC is a digital computing and operating electronic system designed for industrial environments. It uses programmable memory to store instructions for performing operations such as logical operations, sequential control, timing, counting and arithmetic operations, and controls various types of machinery or production processes through digital or analog input and output. PLC is one of the important basic equipment for industrial automation, with the advantages of high reliability, simple programming, powerful functions, small size, and easy installation and maintenance.
Features of S7 series PLC
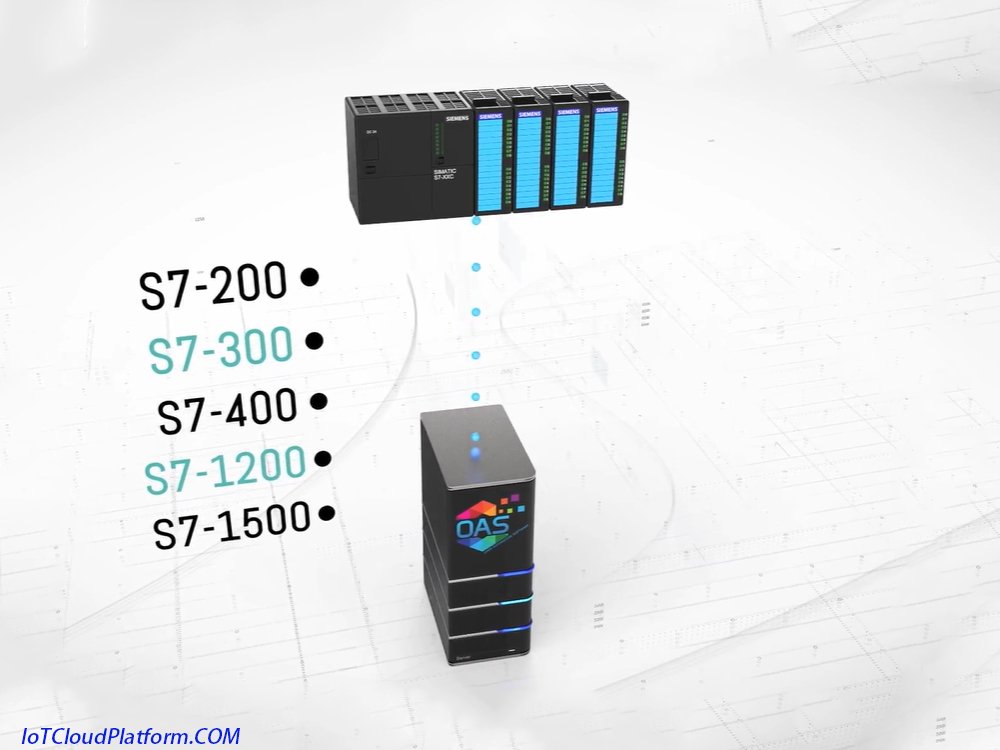
Siemens S7 series PLC is a leader in the field of PLC, with wide application and recognition. The main features of S7 series PLC include:
1. High performance:
S7 series PLC uses high-performance microprocessor as CPU, with powerful data processing capability and high instruction execution speed.
2. Modular design:
S7 series PLC adopts modular design, users can choose appropriate modules to combine according to actual needs to achieve flexible system configuration.
3. Rich I/O modules:
S7 series PLC provides a variety of I/O modules, including digital input/output modules, analog input/output modules, etc., to meet various industrial control needs.
4. Powerful communication capabilities:
S7 series PLC supports a variety of communication protocols and field bus standards, such as PROFIBUS, PROFINET, etc., to achieve communication with host computers, other PLCs or intelligent devices.
5. Easy to program and maintain:
S7 series PLC supports multiple programming languages, such as Ladder Diagram (LD), Function Block Diagram (FBD), Sequential Function Chart (SFC), etc., and provides a wealth of programming tools and debugging methods, making programming and maintenance easier and more convenient.
Siemens S7 IoT Industrial Internet of Things Siemens S7 Communication Driver
Internet of Things Technology
Internet of Things technology refers to a network that connects any object to the Internet through information sensing devices, such as Radio Frequency Identification (RFID), infrared sensors, global positioning systems, laser scanners, etc., to exchange and communicate information to achieve intelligent identification, positioning, tracking, monitoring and management.
Internet of Things technology has a wide range of application prospects, including smart homes, smart transportation, industrial monitoring and other fields.
Combined application of IOT PLC-S7
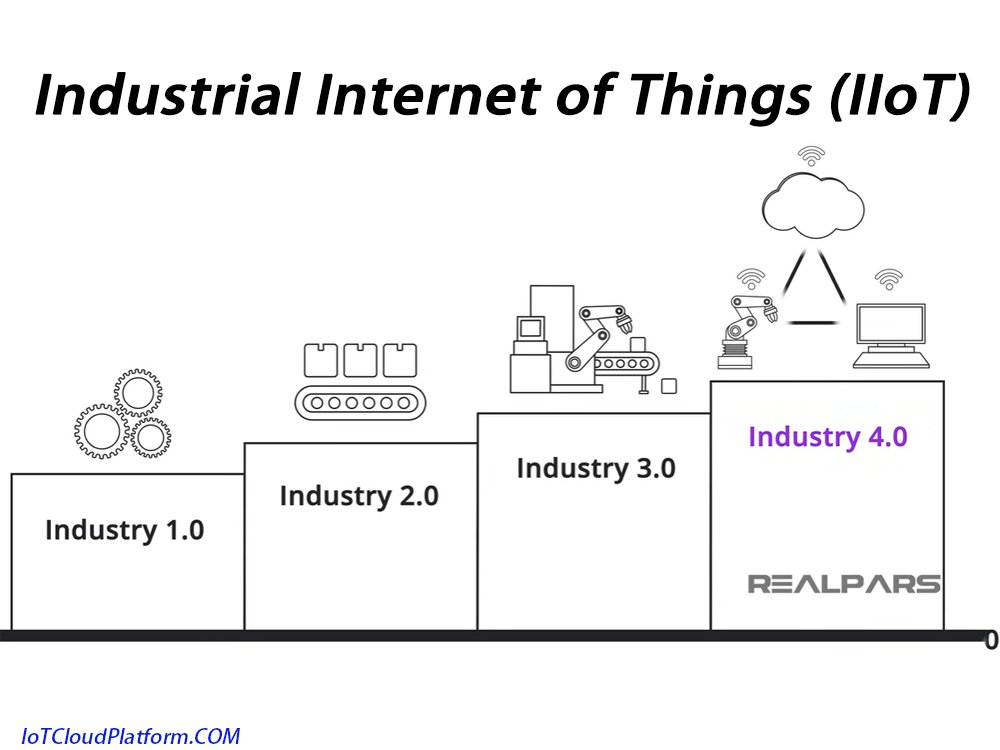
Industrial Internet of Things (IIoT)
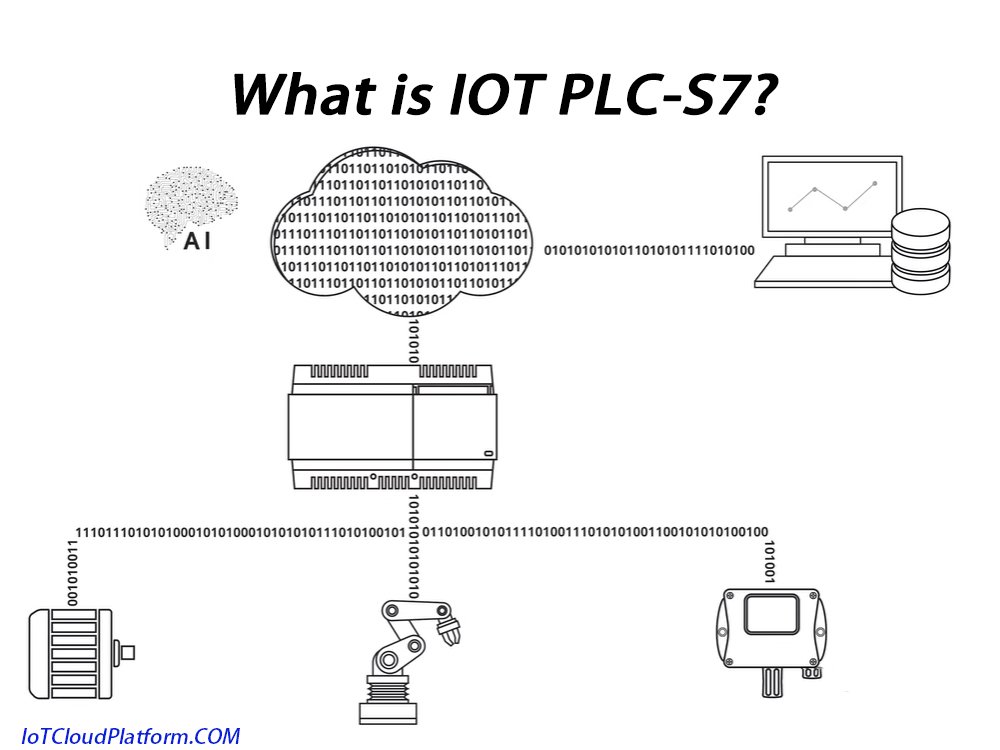
IOT PLC-S7 combines Internet of Things technology with Siemens S7 series PLC to achieve remote monitoring, data collection, analysis and management of industrial equipment. This combined application has the following advantages:
1. Remote monitoring:
Through the Internet of Things technology, users can remotely monitor the operating status of the PLC anytime and anywhere, discover and handle faults in a timely manner, and improve the reliability and stability of the system.
2. Data acquisition and analysis:
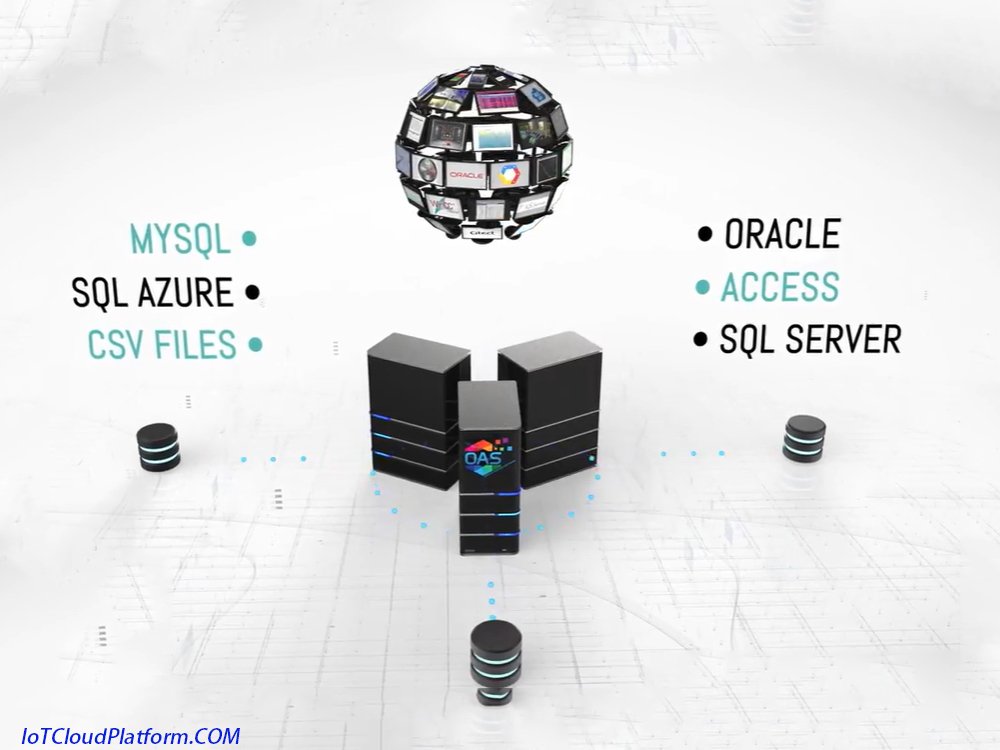
IOT PLC-S7 can collect the operating data of industrial equipment in real time, and upload it to the cloud or data center for analysis and processing through the Internet of Things technology. These data can be used to optimize production processes, predict equipment failures, and improve production efficiency.
3. Intelligent management:
Combined with artificial intelligence and big data technology, IOT PLC-S7 can realize intelligent management of industrial equipment. For example, through machine learning algorithms, analyze equipment operation data, predict equipment maintenance cycles and replacement times, reduce maintenance costs and improve equipment utilization.
4. Extensibility:
IOT PLC-S7 has good scalability and can be integrated with other smart devices and systems to achieve a wider range of application scenarios. For example, IOT PLC-S7 can be combined with smart sensors, smart actuators and other devices to build smart factories or smart production lines.
Application scenarios of IOT PLC-S7
IOT PLC-S7 has a wide range of application scenarios in the field of industrial automation, including but not limited to the following aspects:
1. Production line automation:
In industries such as automobile manufacturing, food and beverage packaging, IOT PLC-S7 can control equipment on the production line to achieve precise operation and improve production efficiency.
2. Process control:
In industries such as chemical and pharmaceutical industries, IOT PLC-S7 can monitor and adjust parameters such as temperature and pressure in real time to ensure the stability and safety of the production process.
3. Intelligent building management:
IOT PLC-S7 can be integrated into the building automation system to control lighting, air conditioning and other equipment to achieve energy conservation and emission reduction and intelligent management.
4. Water treatment and environmental protection:
In water treatment plants, IOT PLC-S7 can monitor water quality, adjust the amount of dosing, etc., to ensure water quality safety and environmental protection standards.
5. Agricultural Automation:
In greenhouse control, irrigation and other aspects, IOT PLC-S7 can achieve precise planting and intelligent management, improving agricultural production efficiency and quality.
Development trend of IOT PLC-S7
With the continuous development of Internet of Things technology and industrial automation technology, IOT PLC-S7 will show the following development trends:
1. Higher performance:
The future IOT PLC-S7 will adopt more advanced microprocessors and communication technologies to achieve higher performance and more powerful functions.
2. More abundant I/O modules:
In order to adapt to more diverse industrial control needs, the future IOT PLC-S7 will provide more abundant I/O modules and extended functions.
3. Stronger communication capabilities:
With the continuous development of communication technologies such as 5G and 6G, the future IOT PLC-S7 will have stronger communication capabilities and lower latency.
4. More intelligent management:
Combined with artificial intelligence and big data technology, the future IOT PLC-S7 will achieve more intelligent management and optimization of industrial equipment.
5. Wider application scenarios:
With the continuous popularization of IoT technology and the continuous expansion of application scenarios, the future IOT PLC-S7 will be applied and promoted in more fields.
Conclusion
IOT PLC-S7 is a combination of IoT technology and Siemens S7 series PLC technology, with advantages such as remote monitoring, data collection and analysis, and intelligent management.
It has a wide range of application scenarios and development prospects in the field of industrial automation. With the continuous advancement of technology and the continuous expansion of application scenarios, IOT PLC-S7 will become one of the important development directions in the field of industrial automation.
About IoT Cloud Platform
IOT Cloud Platform (blog.iotcloudplatform.com) focuses on semiconductor chips, embedded development, IoT controller modules, IOT solutions, smart homes, smart cities, smart agricultural factories, smart hardware, chips, new energy, photovoltaic solar energy, lithium batteries and other scientific and technological knowledge and product sales. At the same time, IOT Cloud Platform provides advertising alliance services for global IoT enterprise users, welcome to consult business cooperation.
FAQs
Frequently asked questions and answers about IoT PLC-S7:
PLC-S7 refers to Siemens’ S7 series programmable logic controller (PLC), which is widely used in the field of industrial automation and realizes various control tasks through programming.
PLC-S7 has the characteristics of high reliability, strong anti-interference ability, good flexibility, strong scalability, fast control speed and strong stability. At the same time, it also has a rich I/O interface module and modular structure, which is convenient for system integration and maintenance.
When S7 PLC is put into operation, its working process is generally divided into three stages, namely input sampling, user program execution and output refresh. Completing the above three stages is called a scan cycle, and the CPU of PLC repeats the above three stages at a certain scan speed.
By default, the communication port of S7-200 PLC is in PPI slave mode, the address is 2, and the communication rate is 9.6K. To change the address or communication rate of the communication port, you must set it in the communication port tab in the system block, and then download the system block to the CPU for the new setting to take effect.
MPI is the abbreviation of MultiPoint Interface, which is a confidentiality protocol developed by Siemens for communication between PLCs. When the communication distance and data volume are not large, MPI can be used as a simple and economical communication method.
Common faults of S7-300 PLC mainly include software and hardware. Software faults such as program disorder, program dead loop, data overflow, program loss, etc. may be caused by electromagnetic interference or backup battery failure. Hardware faults may involve the central processing unit, main rack, expansion rack, I/O module, power supply module, etc.
For program faults, if the PLC has an EPROM memory card and slot, it is relatively simple to restore the program. Just copy the program on the EPROM card back to the PLC. If there is no EPROM daughter card, you need to use the online function of the programmer (PG) to download the correct program to the PLC. Sometimes it is necessary to clear the user program in the RAM before re-copying the program.
When dealing with hardware failures of S7-300 PLC, you should first conduct a preliminary inspection to determine the approximate scope of the failure. Then gradually narrow the inspection scope until the specific fault point is found. For I/O module failures, you can judge by observing the LED indications of the input and output points. If only one point is damaged, the usual practice is to find a spare point to replace it and change the corresponding address in the program. CPU module failures are more complicated, because the cost of replacing the CPU module is very high, so it is necessary to carefully analyze and judge the fault.
STEP 7 programming software is usually used for programming of S7 PLC. Users can use this software to write control programs such as ladder diagrams and function block diagrams, and download them to the PLC for execution.
When debugging the program of S7 PLC, you can use the diagnostic function of STEP 7 programming software. By viewing the error information in the diagnostic buffer, users can quickly find the fault point and make corresponding modifications.
S7 PLC supports multiple communication protocols, including Siemens internal protocols such as PPI, MPI, PROFIBUS-DP, and public protocols such as PROFIBUS-DP (standard protocol), USS (universal serial communication protocol for Siemens transmission devices), and MODBUS-RTU (slave station).
There are many ways to achieve remote communication between S7 PLCs, such as RS-485 network communication, optical fiber communication, telephone network communication, and wireless communication. The specific method to be selected depends on factors such as communication distance, communication rate, and anti-interference ability.
When allocating the I/O module address of S7 PLC, it is necessary to pay attention to the fact that the created data area (such as a double word) cannot be configured on the boundary of the process image. Since only the area below the boundary in this data block can be read into the process image, it is not possible to access this data from the process image. If such addressing is necessary, the size of the process image must be adjusted accordingly.
The communication distance of S7 PLC depends on the specific communication method and network conditions. For example, under the network conditions that meet the specifications, the communication distance of PPI protocol of S7-200 CPU is 50m for one network segment. Beyond this distance, a repeater should be added to extend the communication network. The communication distance of other communication protocols and PLC models may be different.
Global data communication is used to exchange small-capacity data. Global data (GD) can be inputs and outputs, tags, data in data blocks, timer and counter functions, etc. Data exchange refers to the exchange of data in the form of data packets between CPUs connected to a unidirectional or bidirectional GD ring. The GD ring is identified by the GD ring number. In a unidirectional connection, a CPU can send a GD data packet to multiple CPUs; in a bidirectional connection, the connection between the two CPUs enables each CPU to send and receive a GD data packet.
S7-300 has a very powerful fault diagnosis function. Through STEP 7 programming software, a large amount of information about hardware faults and programming errors can be obtained. In STEP 7, you can select an event in a row in “Events”, and the “Details on” window below will display detailed information about the selected event. Using the diagnostic buffer, you can analyze system errors and find the cause of the shutdown.
S7-300 PLC program faults mainly include the following:
Program disorder or loss: Strong electromagnetic interference may cause program disorder, program dead loop, and data overflow. In addition, if the user program stored in the PLC’s RAM does not have an EPROM memory card and slot as a backup, the program may be lost or disordered when the backup battery fails or the system power fails.
Programming error: If there is an incorrect address area, wrong number or address in the program, it may cause a synchronization error. This type of error is usually related to the execution of the user program, and the operating system will call the synchronization error OB to handle it.
Communication failure: During the communication process of the PLC, if there is a configuration error, line failure or communication protocol mismatch, it may cause a communication failure.
When a program failure occurs in the S7-300 PLC, the diagnostic function of the STEP 7 programming software can be used to obtain information about hardware failures and programming errors, so as to quickly find the fault point and perform corresponding processing.
IOT Cloud Platform
IOT Cloud Platform is an IoT portal established by a Chinese IoT company, focusing on technical solutions in the fields of agricultural IoT, industrial IoT, medical IoT, security IoT, military IoT, meteorological IoT, consumer IoT, automotive IoT, commercial IoT, infrastructure IoT, smart warehousing and logistics, smart home, smart city, smart healthcare, smart lighting, etc.
The IoT Cloud Platform blog is a top IoT technology stack, providing technical knowledge on IoT, robotics, artificial intelligence (generative artificial intelligence AIGC), edge computing, AR/VR, cloud computing, quantum computing, blockchain, smart surveillance cameras, drones, RFID tags, gateways, GPS, 3D printing, 4D printing, autonomous driving, etc.



